
这是一个非常实际的问题。自动包装机更换产品规格(通常称为“换产”或“换模”)的 麻烦程度和时间,取决于三大核心因素:
机器类型与自动化程度(决定性因素)
规格差异大小(新旧产品的尺寸、形状差异)
操作人员技能水平
下面我将分层次详细解释:
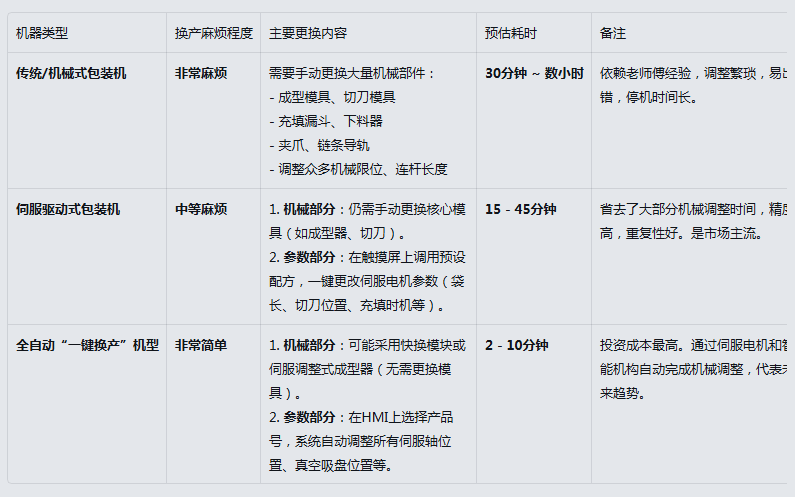
一、 不同自动化程度的包装机对比
二、 换产的具体步骤与时间构成(以主流伺服驱动式为例)
假设从产品A换到产品B:
准备阶段 (5分钟)
领取正确的模具(成型器、切刀等)和工具。
查阅《换产作业指导书》。
清洁机器,清除上一产品的残留物料。
机械更换与调整 (15-25分钟)
更换核心模具:这是最耗时的部分。松开旧成型器、切刀的固定螺栓,换上新的。形状差异越大,模具更换越彻底。
调整辅助机构:可能需要微调导料槽、整形板、打印日期位置等以适应新产品形状。
更换包装膜卷:如果需要不同的膜宽或材质。
参数设置与调试 (10-15分钟)
调用配方:在触摸屏上选择产品B的预设参数,机器自动调整袋长、充填量、封合温度等。
手动微调:通常需要手动点动运行,微调成型效果、封口美观度、切割位置等。
试运行与首件检查:生产几十个样品,检查包装密封性、尺寸、外观是否达标。
清场与记录 (5分钟)
清理工具和现场。
记录换产时间和首件检验结果。
总计:约35-50分钟。熟练工可做到下限,新产品或差异大时接近上限。
三、 如何减少换产时间和麻烦?(给购买者和使用者的建议)
前期规划(购买时):
选择高柔性化设备:询问供应商关于“换产时间”的指标,优先选择伺服电机多、机械调整少的机型。
考虑快换模块:投资可快速整体拆卸的成型器单元,能将机械更换时间缩短70%以上。
预留常见规格:提前规划未来可能生产的产品族,让供应商在设计时兼顾,减少模具更换种类。
生产管理(使用时):
实施标准化作业(SOP):制定详细的图文版换产流程,减少对人的依赖。
推行“快速换模(SMED)”方法:区分“内换模”(必须停机进行的操作)和“外换模”(可在生产时做的准备工作,如模具预热、工具准备),尽可能将内换模转化为外换模。
做好产品族排序:科学安排生产订单,将规格相近的产品排在一起连续生产,可以极大减少机械调整内容。
加强人员培训:让操作员深刻理解机器原理,熟练使用工具。
电话:023-88616892
131-9305-9065
139-9625-7332

719120288
公司地扯:重庆市九龙坡区白市驿海龙工业园
版权所有 Copyright(C)2016-2017 重庆沐鑫自动化设备有限公司 网站备案/许可证号渝ICP备15011009号-2
